

1.直流勵(lì)磁機(jī)換向器及有刷交流發(fā)電機(jī)集電環(huán)電刷冒火花
(1)故障現(xiàn)象。發(fā)電機(jī)電刷冒火花主要在直流勵(lì)磁機(jī)換向器與電刷的接觸面或有刷發(fā)電 機(jī)集電環(huán)與電刷接觸面處。當(dāng)火花超過一定程度時(shí),電刷、換向器、集電環(huán)加速磨損,勵(lì)磁 機(jī)、發(fā)電機(jī)不能正常工作。同時(shí)電刷火花又會(huì)產(chǎn)生電磁波,對(duì)附近的電訊設(shè)備產(chǎn)生干擾。但微弱的電刷火花對(duì)發(fā)電機(jī)正常工作沒有影響。國家有關(guān)標(biāo)準(zhǔn)對(duì)換向火花等級(jí)作了明確規(guī)定: 直流電機(jī)從空載到額定負(fù)載的所有情況下,換向器上的火花等級(jí)應(yīng)不超過1?級(jí),即電刷邊緣大部分(大于1/2刷長(zhǎng))有連續(xù)的較稀的顆粒狀火花。
(2)原因分析
①直流勵(lì)磁機(jī)電刷位置不對(duì)。直流勵(lì)磁機(jī)電樞繞組感應(yīng)的電壓是通過與換向器接觸良好 的電刷引出來的。當(dāng)電刷處于直流勵(lì)磁機(jī)中性線位置時(shí),引出來的直流電壓最高、火花最小,否則直流電壓就降低,電刷下的火花漸大,電刷偏離中性線越大火花越大。
②直流勵(lì)磁機(jī)電刷在換向器圓周上分布不均。這是由于各刷桿距離不等或某些刷桿上的刷握不垂直于換向器表面所致,結(jié)果使部分或大部分電刷不處于中性線位置上,導(dǎo)致電刷冒火花。
③電刷壓力太小或電刷在刷握內(nèi)被卡住,造成電刷與換向器、集電環(huán)接觸不良,導(dǎo)致電刷冒火花。
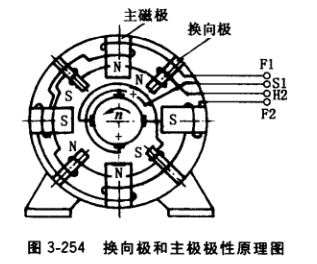
④主磁極、換向極極性順序不對(duì)。直流勵(lì)磁機(jī)廣泛采用換向極來改善換向,換向極的作 用是產(chǎn)生磁勢(shì),除了抵消電樞反應(yīng)的磁勢(shì)外,還在換向區(qū)域內(nèi)產(chǎn)生與電樞反應(yīng)去磁磁場(chǎng)相反 的磁場(chǎng),因此換向極必須有正確的極性,否則換向不良,火花增大。
⑤電刷壓力過大,直流勵(lì)磁機(jī)在高原空氣稀薄、干燥及在有腐蝕性氣體的環(huán)境中運(yùn)行, 換向器表面起保護(hù)作用的氧化膜遭破壞而引起火花。
⑥某一磁極下的電刷較別的磁極下電刷火花劇烈,是由于火花劇烈的電刷所對(duì)應(yīng)的主極繞組或換向極繞組發(fā)生匝間短路的緣故。此時(shí)該電刷換向時(shí)跨接的兩換向片所連接的兩支路電樞繞組感應(yīng)電壓不相等,換向時(shí)短路回路內(nèi)合成電勢(shì)不等于零,出現(xiàn)換向火花。
⑦電樞繞組引線與換向器升高片焊接不良。一般直流勵(lì)磁機(jī)是低電壓大電流,電流流經(jīng) 焊接不良的換向器升高片時(shí).先是局部發(fā)熱,繼而換向片發(fā)熱.導(dǎo)致?lián)Q向片與電刷摩擦?xí)r冒 火花。焊接不良的換向片與其相鄰的正常的換向片之間電位差較大,電刷跨越這兩片時(shí)短路回路合成電勢(shì)不等零,出現(xiàn)換向火花。這時(shí),同一電樞繞組另一端引線與換向片雖然焊接正 常,該換向片與相鄰換向片的電位差照樣較大,電刷也冒火花。因此,凡是某一電樞繞組焊接不良,總是在其跨接的換向片上成對(duì)冒火花或發(fā)黑。
⑧直流勵(lì)磁機(jī)電樞與定子同軸度偏差較大,特別是各個(gè)換向極下氣隙不等時(shí),氣隙小的換向極補(bǔ)償過強(qiáng),氣隙大的換向極補(bǔ)償不足,未能良好換向而出現(xiàn)火花。
⑨電樞繞組斷線。斷線位置大部分發(fā)生在電樞繞組引線與換向器升高片處。若某個(gè)電樞繞組斷線,則該繞組所連接的兩個(gè)換向片與相鄰的換向片電位差大,導(dǎo)致?lián)Q向過程火花大, 斷線繞組跨接的那兩個(gè)換向片發(fā)黑明顯。
⑩電刷與換向器或集電環(huán)接觸面太小,新電刷換上時(shí)往往由于研磨不好,接觸面積過小.電刷下面的電流密度太大,接觸面劇熱而導(dǎo)致冒火花。
?相鄰換向片間短路或相鄰升高片相碰,此時(shí)該兩換向片和兩個(gè)串聯(lián)的電樞繞組形成回 路,在一定的勵(lì)磁磁場(chǎng)作用下感應(yīng)出大電流,引起整個(gè)電樞過熱,導(dǎo)致電刷與換向器接觸面冒火花。
?電刷與刷握配合不良。電刷在刷握里太松而跳動(dòng),太緊而卡住,都不能保證電刷與換向器有正常接觸,必然出現(xiàn)電刷火花。
?電刷牌號(hào)不合適。不同牌號(hào)電刷的電導(dǎo)率不同,當(dāng)直流勵(lì)磁機(jī)大修,換上電導(dǎo)率低的電刷時(shí),在運(yùn)行中其電流密度吋能超過規(guī)定值,電刷發(fā)熱時(shí)冒火花。
?電樞繞組引線太短,鑲?cè)霌Q向器升高片的搭接量太少。由于引線和升髙片焊接面積太 小,電流密度大而過熱,與該升高片連接的換向片也過熱,經(jīng)熱傳導(dǎo)電刷也發(fā)熱而冒火花。
(3)處理方法
①找準(zhǔn)中性線,并固緊刷架位罝,保證電刷處于中性線位置,且在運(yùn)行過程中不偏移。
②調(diào)準(zhǔn)刷桿距離或刷桿角度,使刷握與換向器表面垂直。
③按規(guī)定調(diào)整、增大電刷壓力。若是電刷在刷握 內(nèi)不靈活,則應(yīng)淸潔刷揮內(nèi)壁或適當(dāng)磨小電刷截面尺寸。
④在直流勵(lì)磁機(jī)中,順著電樞方向看,換向極的 極性應(yīng)該和下面一個(gè)主磁極(即后切割電樞繞組的磁 極)相同,如圖3-254所示。對(duì)此,可用指南針在定子內(nèi)圓周順著電樞旋轉(zhuǎn)方向移動(dòng)以檢査換向極和主極 剩磁極性、位置,正確時(shí)應(yīng)呈N、N, S、S,N、N,S、S,若不符合這順序,應(yīng)對(duì)調(diào)主極兩引線在接線盒 的接線位置。
⑤按規(guī)定減小電刷壓力,如果是使用環(huán)境問題,應(yīng)改善環(huán)境條件。
⑥檢査主磁極或換向極繞組匝間有否短路,若短路應(yīng)絕緣處理,無法處理的應(yīng)重繞繞組.
⑦對(duì)發(fā)黑的換向片上的升高片與電樞引線,應(yīng)重新焊牢。
⑧用增減磁極鐵心與定子機(jī)座之間的墊片,調(diào)整各極氣隙,使之符合規(guī)定。調(diào)整氣隙時(shí)嚴(yán)禁用銅、鋁膜等非鐵磁材料作墊片,只能用薄鋼片作墊片。
⑨順著發(fā)黑的換向片,容易找到斷線繞組,應(yīng)予以修復(fù)或換上新繞組。
⑩用0號(hào)砂布研磨電刷,使電刷與換向器或集電環(huán)的接觸面符合要求。
?用短路探測(cè)器査找短路點(diǎn),用小刀或鋸片刮除短路點(diǎn)的換向片間銅剌或相鄰升高間的 錫堆。
?新電刷裝入刷握時(shí),太松必須換上尺寸合格的刷握,太緊吋適當(dāng)磨小電刷截面尺寸。
?換上新電刷時(shí),必須查明其牌號(hào)與原配電刷牌號(hào)是否一致,不得用比原電刷電導(dǎo)率低 的電刷。
?電樞繞組引線太短的,應(yīng)焊接一段足夠長(zhǎng)的引線,焊接處包扎絕緣并外套絕緣管。也可換上引線足夠長(zhǎng)的新繞組。
2.直流勵(lì)磁機(jī)換向器發(fā)黑
(1)故障現(xiàn)象。正常運(yùn)行的直流勵(lì)磁機(jī)換向器表面由于氧化作用,形成一壇棕褐色的氧化銅薄膜,有利于換向。一旦電刷冒火花,氧化膜遭到破壞,火花加劇,換向器表面出現(xiàn)不同程度的灼熱發(fā)黑,有的表現(xiàn)為一定距離的換向片發(fā)黑,或換向片表面全部或大部分發(fā)黑。
(2)原因分析
①只是有一定距離的換向片發(fā)黑,每次清刷之后,發(fā)黑的還是那些換向片。其主要原 因有:
a.電樞繞組與換向器升島片焊接不良,或升高片與換向片接觸不良,造成所連接的換 向片及所屬電樞繞組跨接的換向片發(fā)黑,只要有一處接觸不良,必有成雙的換向片發(fā)黑。
b.由于換向器熱態(tài)變形或其他原因造成換向片凹凸不平,或云母片沒有下刻,甚至個(gè)別云母片凸出,使勵(lì)磁機(jī)運(yùn)轉(zhuǎn)時(shí)電刷顫動(dòng)產(chǎn)生火花,凹凸不平處換向片發(fā)黑。
C.相鄰換向片因銅刺而短接,或升高片相碰造成所連接的換向片過熱,電刷冒火花, 導(dǎo)致成雙的換向片發(fā)黑。
d.電樞繞組與換向片或升高片連接處的引線斷線,造成斷線繞組所連接的那一對(duì)換向片發(fā)黑特別嚴(yán)重。
②換向片表面全部或大部分發(fā)黑。此時(shí)直流勵(lì)磁機(jī)運(yùn)轉(zhuǎn)中一般伴有電刷顫動(dòng)、響聲大, 換向器與電刷溫升高。其原因一般是換向器在離心力作用下變形,換向器表面不平滑或不圓,甚至凸凹不平。極少是由于換向片銅材的硬度不同,換向片磨損程度不均勻,造成換向 片凸凹不平。
③換向片表面全部發(fā)黑,電刷火花有連續(xù)拖延性。這是由于換向極和主磁極極性不正確 或圓周上電刷距離不等所致。
(3)處理方法
①對(duì)發(fā)黑的換向片與升高片的連接處,該升高片與電樞線圈的連接處,應(yīng)重新進(jìn)行焊 接,且焊牢、焊透,不得有虛焊、假焊。
②測(cè)量換向器的圓度及徑向跳動(dòng),超過0.25mm時(shí),可把換向器周面車削加工,隨后再把換向器熱烘到75℃,馬上在車床上進(jìn)行熱態(tài)超速(按機(jī)組飛逸轉(zhuǎn)速〉試驗(yàn)2分鐘,再測(cè)量換向器的圓度及徑向跳動(dòng),若與車削加工后數(shù)值一樣,表明換向器無變形,可使用。
③用電工刀刮除造成短路的換向片銅刺,用起子推開相碰的升髙片,并整平升高片,避 免升高片相碰。
④用目測(cè)法輔以起子推敲,尋找所有發(fā)黑的換向片與電樞繞組連接處的斷線。由于每個(gè)換向片或升高片與電樞繞組引線連接處均有上下層兩根引線,目測(cè)時(shí)不得忽略下層引線。斷線的電樞繞組應(yīng)更換,并經(jīng)浸漆、烘干處理。在現(xiàn)場(chǎng)對(duì)因引線太短而斷線的電樞繞組,可用 焊接法接長(zhǎng)引線后再與換向片或升高片焊接,接長(zhǎng)的引線必須套上絕緣套管。
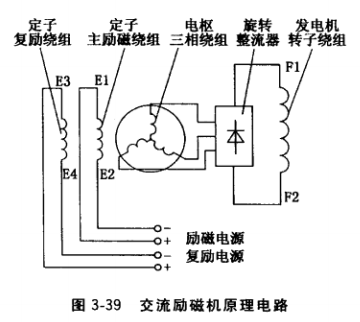
⑤按圖3-39連接主磁極和換向極繞組各自電路,并用指南針在直流勵(lì)磁機(jī)定子內(nèi)圓周 順著電樞旋轉(zhuǎn)方向移動(dòng),檢査換向極和下一個(gè)相鄰的主磁極極性,必須相同,否則應(yīng)對(duì)調(diào)主 極兩引線在接線盒的接線位置。
⑥用尺子測(cè)量直流勵(lì)磁機(jī)電刷沿圓周方向的距離,若4個(gè)刷桿上電刷距離不相等,應(yīng)予調(diào)整,直至距離相等且電刷與換向器表面基本垂直為止。
3.直流勵(lì)磁機(jī)或有刷交流發(fā)電機(jī)電刷磨損嚴(yán)重
(1)故障現(xiàn)象。直流勵(lì)磁機(jī)換向器和有刷發(fā)電機(jī)集電環(huán)上的電刷在正常情況下可長(zhǎng)期使 用,但若在50小時(shí)運(yùn)行中的磨損量大于0.8mm,甚至運(yùn)行幾個(gè)小時(shí)磨損童就很大,說明電 刷磨損嚴(yán)重。
(2)故障原因
①電刷壓力過大。不同牌號(hào)的電刷使用的單位壓力不同,當(dāng)壓力超過標(biāo)準(zhǔn)規(guī)定值時(shí),摩 擦力增大,磨損加劇。
②換向器或集電環(huán)表面粗糙。其原因有:發(fā)電機(jī)運(yùn)行一定時(shí)間后,換向器或集電環(huán)表面 摩擦不均而變得粗糙:下刻云母片或刮除精車后的換向片銅刺時(shí),換向銅片邊緣被擠而 凸起。
③電刷火花大。火花對(duì)電刷材料侵蝕,引起電刷磨損。火花引起電刷工作面劇熱,會(huì)加大摩擦系數(shù)而加劇磨損。
④電刷太軟或換向片、集電環(huán)材料太硬。在發(fā)電機(jī)大修或更換新電刷時(shí)容易發(fā)生這類 問題。
(3)處理方法
①在安裝電刷、刷握時(shí),應(yīng)用彈簧枰測(cè)量彈簧壓力,若壓力不符合表3-32的要求,應(yīng)調(diào)整刷握位置,使壓力符合要求。
②對(duì)于表面粗糙程度嚴(yán)重的換向器或集電環(huán),應(yīng)進(jìn)行外圓車削。有的可在現(xiàn)場(chǎng)驅(qū)動(dòng)發(fā)電 機(jī)旋轉(zhuǎn),用銼刀磨削其表面,也可輕而易舉地解決問題。換向片邊緣凸起的,可用0號(hào)砂布 研磨。
③找出電刷冒火花的原因,并加以排除。
④選擇比原牌號(hào)稍硬的電刷。
4.有刷交流發(fā)電機(jī)集電環(huán)中一個(gè)環(huán)磨損嚴(yán)重
(1)故障現(xiàn)象。有刷交流發(fā)電機(jī)集電環(huán)要承受連續(xù)不斷的機(jī)械摩擦,久了難免有不同程度的磨損,但經(jīng)常發(fā)現(xiàn)正極環(huán)磨損更為嚴(yán),其表面呈材料本色。
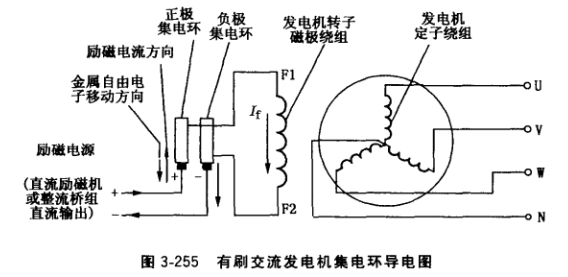
(2)原因分析。直流電從正極電刷經(jīng)正極環(huán)流入發(fā)電機(jī)轉(zhuǎn)子繞組,再由負(fù)極環(huán)經(jīng)負(fù)電刷流回直流勵(lì)磁電源(圖3-255中實(shí)線箭頭),而金屬導(dǎo)體中自由電荷的運(yùn)動(dòng)方向與習(xí)慣規(guī)定的電流方向正相反,從正極環(huán)流向正電刷(圖3-255中虛線箭頭)。在發(fā)電機(jī)運(yùn)行中,電刷 和集電環(huán)間形成的一層氧氣膜,僅能承受一定的電位差。當(dāng)電刷電流密度增加到一定程度 時(shí),電刷與集電環(huán)接觸面上的電位差可能大到足以破壞氧氣層,引起較強(qiáng)烈的氧化作用時(shí), 往往形成若干熾熱點(diǎn),使集電環(huán)上磨損的金屬隨著電子的運(yùn)動(dòng)方向而附著在正極電刷的表面 上,久而久之正極集電環(huán)就磨損嚴(yán)重。
(3)處理方法
①銅質(zhì)集電環(huán)僅適用于小型發(fā)電機(jī),200kW以上發(fā)電機(jī)一般勵(lì)磁電流較大,幾乎都改用鋼質(zhì)集電環(huán)。
②對(duì)于銅質(zhì)集電環(huán)的發(fā)電機(jī),可定期(每年2?3次)改變集電環(huán)正、負(fù)極性,使兩個(gè)環(huán)輪流充當(dāng)正極環(huán)使用,避免單環(huán)持續(xù)磨損,以延長(zhǎng)集電環(huán)使用壽命。
③若安裝刷握的導(dǎo)電環(huán)上有足夠的空余位置,可增加電刷數(shù),降低電刷接觸面的電流密度,以減少正極集電環(huán)磨損。
④集電環(huán)磨損到一定程度時(shí),表面粗糙不平,會(huì)減少電刷接觸工作面積,此時(shí)集電環(huán)圓周表面必須車削。車削可在車床上進(jìn)行,也可在發(fā)電機(jī)現(xiàn)場(chǎng)就地進(jìn)行。在實(shí)際檢修工作中,最常采用的是后一種方法。車削前把刀架可靠地尚定在集電環(huán)附近,發(fā)電機(jī)轉(zhuǎn)子以不大于 120m/min的線速度轉(zhuǎn)動(dòng),以每轉(zhuǎn)不大于0.05?0. 1mm的進(jìn)刀量進(jìn)行車削,車削后表面粗糙度Ra不低于0.8μm。
5.電抗移相式相復(fù)勵(lì)交流發(fā)電機(jī)的電抗器嗓聲大
(1)故障現(xiàn)象。電抗器一般都設(shè)有可調(diào)氣隙,電抗器在運(yùn)行過程中有時(shí)發(fā)出異常響聲, 特別是發(fā)電機(jī)起勵(lì)建立電壓時(shí)響聲更大。電抗器氣隙小、響聲大.氣隙大、響聲小,電抗器上軛鐵登壓越松,響聲越大。
(2)原因分析。由于電抗器鐵心疊壓不結(jié)實(shí),特別是可調(diào)部分的上軛鐵松動(dòng)時(shí),在交變磁通激勵(lì)下,上軛鐵沿橫向及縱向振動(dòng)而發(fā)出響聲。電抗器氣隙大、漏磁多,上軛鐵磁通密度低,電磁振動(dòng)減弱,噪聲減小。在同樣電壓下電抗器鐵心中磁通密度不變,若上軛鐵松動(dòng) 則電磁振動(dòng)加劇,響聲加大,甚至達(dá)到剌耳的程度。
(3)處理方法。鎖緊各穿心螺捍兩端的螺母,特別是鎖緊上軛鐵各穿心螺桿兩端的螺 母,使上軛鐵不能自由滑動(dòng),可立即消除響聲。但發(fā)電機(jī)的電壓和無功功率又依靠電抗器氣 隙調(diào)節(jié)來實(shí)現(xiàn),對(duì)此,上軛鐵螺母鎖緊程度務(wù)必適當(dāng),既不讓上軛鐵自由滑動(dòng),又不能鎖得 太緊而無法調(diào)節(jié)氣隙,還要使電抗器兩端氣隙大小均勻,以維持電抗器三相繞組輸出端電壓 平衡。
6.滾動(dòng)軸承噪聲大
(1)故障現(xiàn)象。滾動(dòng)軸承由于其可靠性 高、維護(hù)方便和承載能力大,而被廣泛應(yīng)用 于小型發(fā)電機(jī),但軸承運(yùn)轉(zhuǎn)噪聲常成為小型 發(fā)電機(jī)的主要哚聲源。軸承噪聲從軸承室傳 出,呈金屬滾動(dòng)摩擦聲。用金屬棒一端接觸 發(fā)電機(jī)軸承蓋,耳朵緊貼金屬棒另一端聽診 (見圖3-256),可清晰地辨認(rèn)出軸承噪聲。
(2)原因分析
①軸承本身質(zhì)量問題。滾動(dòng)軸承有內(nèi)、外圈,其間有滾珠或滾柱等滾動(dòng)件及保持架等零件。發(fā)電機(jī)旋轉(zhuǎn)時(shí),軸承圈有相對(duì)運(yùn)動(dòng),便發(fā)出人們常聽到的軸承聲——“沙沙”聲,隨著轉(zhuǎn)速上升“軸承聲”增大。若軸承質(zhì)量不 良,這些相對(duì)運(yùn)動(dòng)件間發(fā)生不規(guī)則撞擊而發(fā)出噪聲。
②軸承與發(fā)電機(jī)裝配不當(dāng),引起軸承徑向游隙減小。軸承在制造時(shí)有一個(gè)符合國家標(biāo)準(zhǔn) 的原始徑向游隙,軸承裝入發(fā)電機(jī)后,運(yùn)行中存在一個(gè)工作游隙,當(dāng)工作游隙為0.01mm左右時(shí),軸承噪聲最小。如果配合過緊,加工精度又低,必然導(dǎo)致工作游隙偏小甚至無游隙,造成噪聲大。
③軸承裝配到發(fā)電機(jī)上的工藝是否良好,影響甚大,噪聲相差達(dá)10dB (A)。
(3)處理方法
①必須選用質(zhì)量合格的軸承。對(duì)于噪聲要求較高的發(fā)電機(jī),應(yīng)選用精密級(jí)軸承。
②提高轉(zhuǎn)軸軸承擋直徑加工精度,其等級(jí)由K6提高到K5,可基本消除軸承的無游隙 運(yùn)行狀態(tài),可明降低噪聲。
③改進(jìn)裝配工藝
a.軸承屬精密件,裝配前后都要保持清潔,潤滑油脂不僅牌號(hào)要合適,而且還要注意其純潔度,不得混入鐵末、細(xì)砂、灰塵等雜物,填充量要合適(軸承室裝填1/2?2/3容積, 滾珠腔要填滿)。
b.軸承裝機(jī)過程要注意一平二正。放入轉(zhuǎn)軸軸承擋時(shí)應(yīng)能用手輕輕推入,切忌錘擊, 否則滾子表面精度被破壞(軸承行業(yè)規(guī)定,錘擊后軸承就算報(bào)廢)。
c.關(guān)系到發(fā)電機(jī)同軸度的各配合止口的加工精度及裝配必須正確,若轉(zhuǎn)子歪斜,必影響軸承工作游隙,使噪聲增大。
④對(duì)于正在運(yùn)行中的發(fā)電機(jī)的各種異常噪聲的辨別及采取的相應(yīng)措施:
a.軸承架(外圈)聲。系由滾珠(柱)與軸承架旋轉(zhuǎn)而產(chǎn)生“咝咝”聲,此為與轉(zhuǎn)速無關(guān)的不規(guī)則金屬聲,這種聲音不是故障,只要補(bǔ)充潤滑脂聲音即可變小。
b.滾柱碰擊聲。發(fā)電機(jī)在低速時(shí),特別是停機(jī)前,能十分明顯地聽到“喀通、喀通” 聲,這也不是故障。
c.滾擦聲。這種聲音與負(fù)荷無關(guān),與軸承的徑向間隙和潤滑狀態(tài)有關(guān),特別在冬季容易出現(xiàn)這種聲音,補(bǔ)充潤滑脂即可消除。
d.傷痕聲。這是滾柱或滾珠表面產(chǎn)生傷痕時(shí)發(fā)出的“咕嚕”聲,轉(zhuǎn)速越高噪聲越大。 傷痕聲發(fā)生時(shí)軸承會(huì)過熱,應(yīng)及時(shí)更換軸承。當(dāng)聽到不連續(xù)的“咯咯”聲時(shí),說明軸承的 內(nèi)、外圈破裂,應(yīng)立即更換軸承。
e.雜質(zhì)聲。這是在轉(zhuǎn)動(dòng)面和滾柱或滾珠之間進(jìn)入灰塵等雜質(zhì)時(shí)產(chǎn)生的,聲音小、不規(guī) 則且與轉(zhuǎn)速無關(guān)。當(dāng)聽到這種持續(xù)的摩擦聲時(shí),應(yīng)清洗軸承,并注意消除再次發(fā)生潤滑脂供 油孔或油槍的污染。




